Tonight a friend came with her brand new Mac and a lot of files to import using XDCAM Transfert.
It seams that this software was made by tired developers, so we had to generate previews on every clip before importing.
Well, the real problem isn’t that you have to select the folder, but the fact that you have wait about one second for previews generation (no, there is no “group function”).
With about 3’500 folder, we would have been quickly mad.
And of course, moving all files in one folder isn’t possible, because they already are sorted.
There is probably many other (programmatic and smarter) solutions, but the punk-ier still is the funn-ier, no ?
So my solution is to recycle an old project, writing this post and going for a nice diner, while the mechanism goes by it-self…
Voilà , I received a makerbot in the beginning of February. The following is the story of my adventures with this great, but at times frustrating, piece of technology.
When I ordered the printer, I was expecting a tool and not a toy. I strongly hoped that I would be able to print my own parts for bots, prototype and so on. I believe I will now be able to use it as a tool, but it took some work and tinkering to get there.
When the package arrived, I had to wait 2 more days before starting to build the machine. But then, I forgot all my duties and dove deep in the assembly for what turned out to be a long evening of happiness. I can easily relate this moment with my child memories: spending days and night with legos, mekanos and computers, where the conscience is a perfect mix of dreams and reality.
Building the printer was easy. It’s pretty well explained on wiki.makerbot.com. The parts are precise and well designed.
Except for some details with the plastruder and the inversion of two motor axis, everything worked out of the box.
However, I experienced pain with the software. Skeinforge is a complicated software, because 3D printing by extrusion is something complicated. But Skeinforge is also a bit immature and performances are not that good.
Anyways, finally I was able to print little pieces. However, when I tried larger pieces or more complicated forms, the plastruder jammed. It took me a while to understand the multiple origins of this problem:
1. the plastruder
Assembling the extruder isn’t that difficult as long as you understand what really matters !
It is well documented on the internet, but I think it’s worth telling again.
Two mechanism are fundamental : 1. the ABS filament propulsion
The force which causes the extrusion has to be powerful and constant. Makerbot industries produced a new pulley gear which improves this aspect.
It turns out after a short while that the idler bearing brike because of the excessive forces bearing on it.
To make it push ‘like a charm’ I had to check the following points twice :
– the idler pulley is stable and well aligned with the motor pulley (which is not so easy, I used spare washers)
– the motor pulley used should be the MK5 model, the new one
– washers around the idler bearing should be oriented to produce as little friction as possible
– the gad between both pulleys is tight and correct (use the calibration tool to check)
– everything is well tightened
It should be very difficult (and not recommended) to keep the filament from going forward through the pinch system.
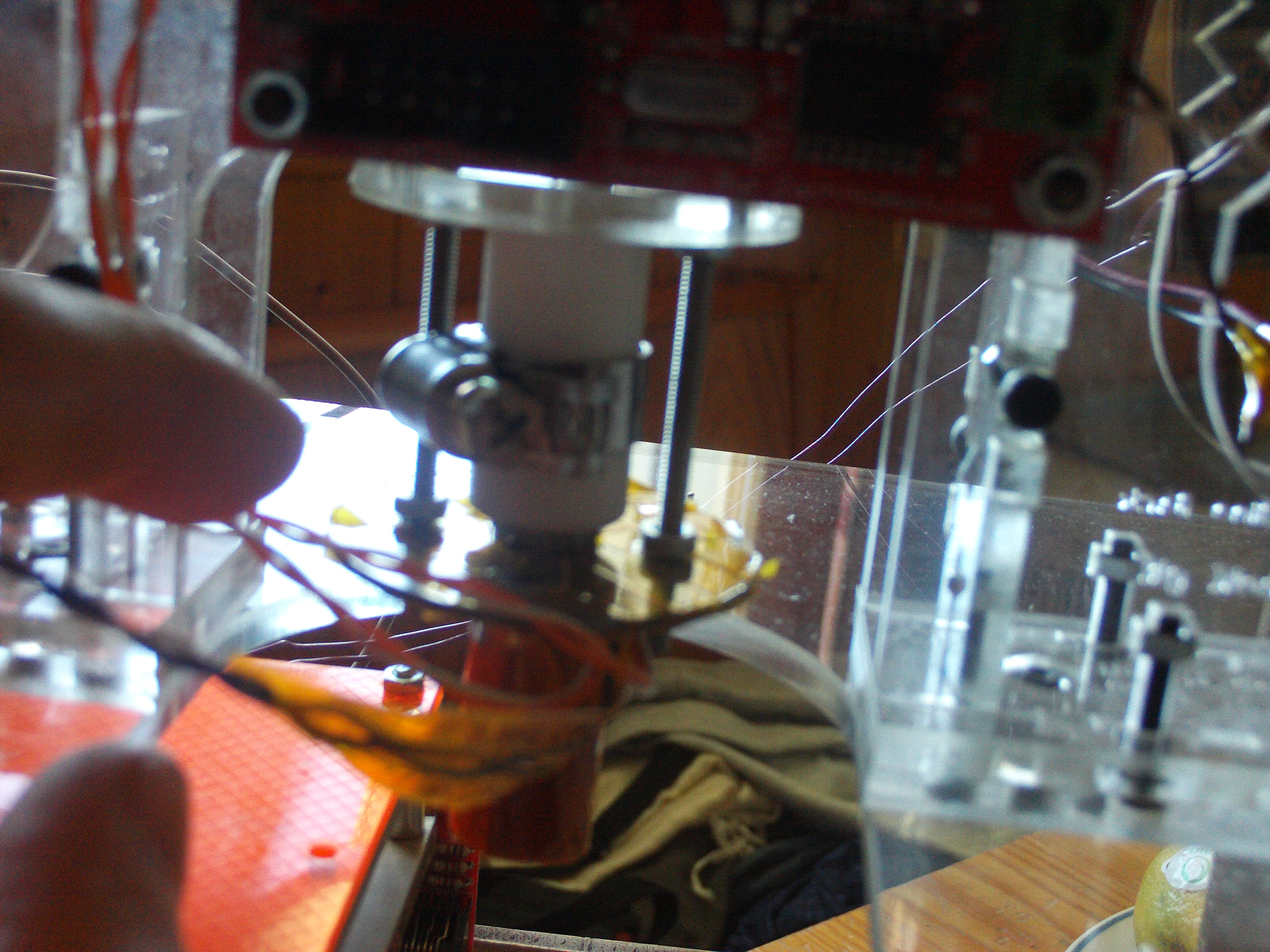
2. the linearity of the filament’s path through the insulator to the heater barrel
When the heat is on, it happens that the PTFE insulator expands with the effect to let ABS matter leak between the insulator and the heating barrel. The more material leaks, the wider the gap grows.
When the insulator inflates it becomes impossible to extrude.
Digging the web I found two solutions :
– Using PEEK insulator instead of PTFE seams to improve durability (I haven’t tried this yet, my parts have just arrived)
– Tighten the insulator with a hose clamp (which I did on my old defunct PTFE insulator)
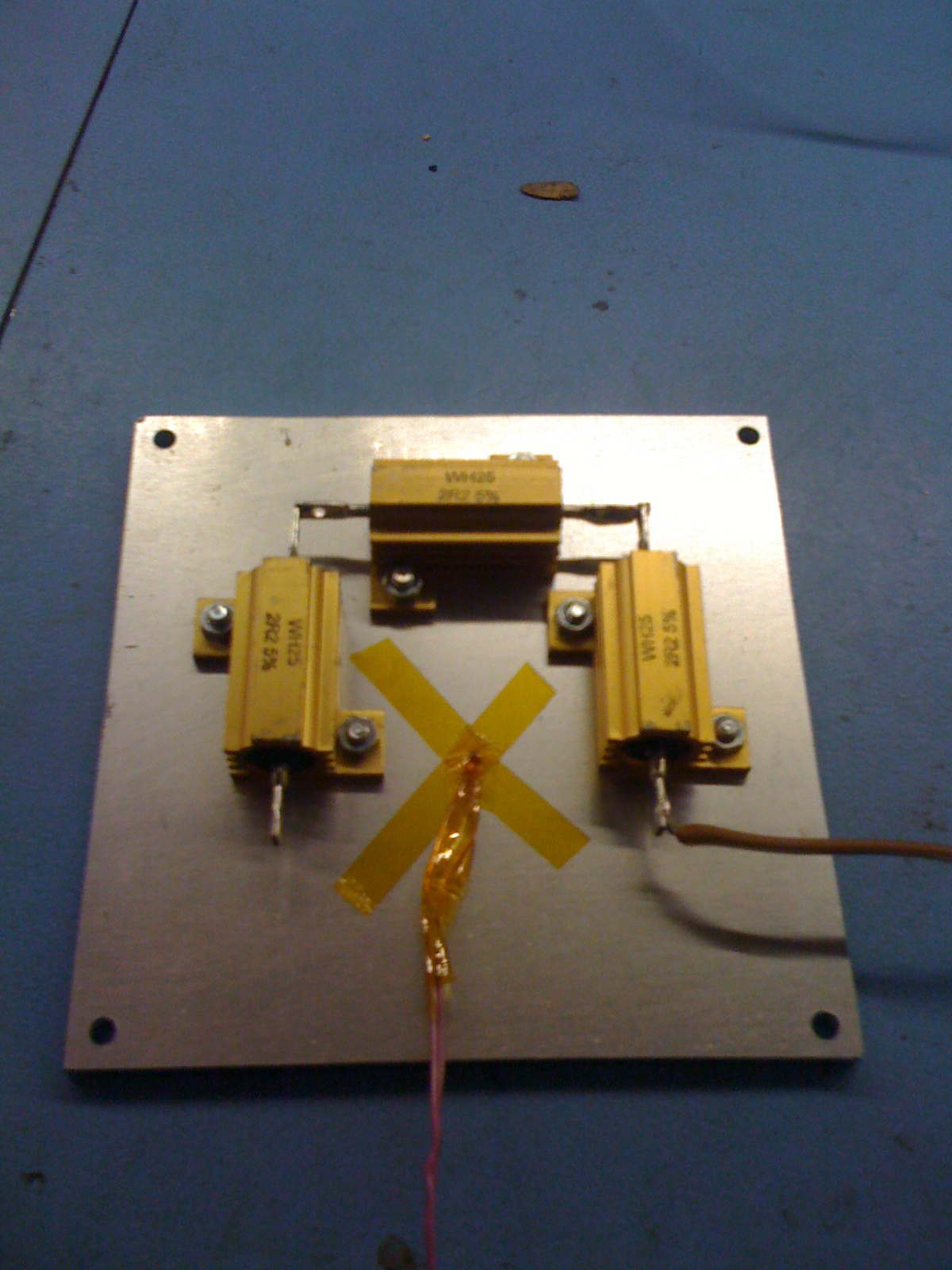
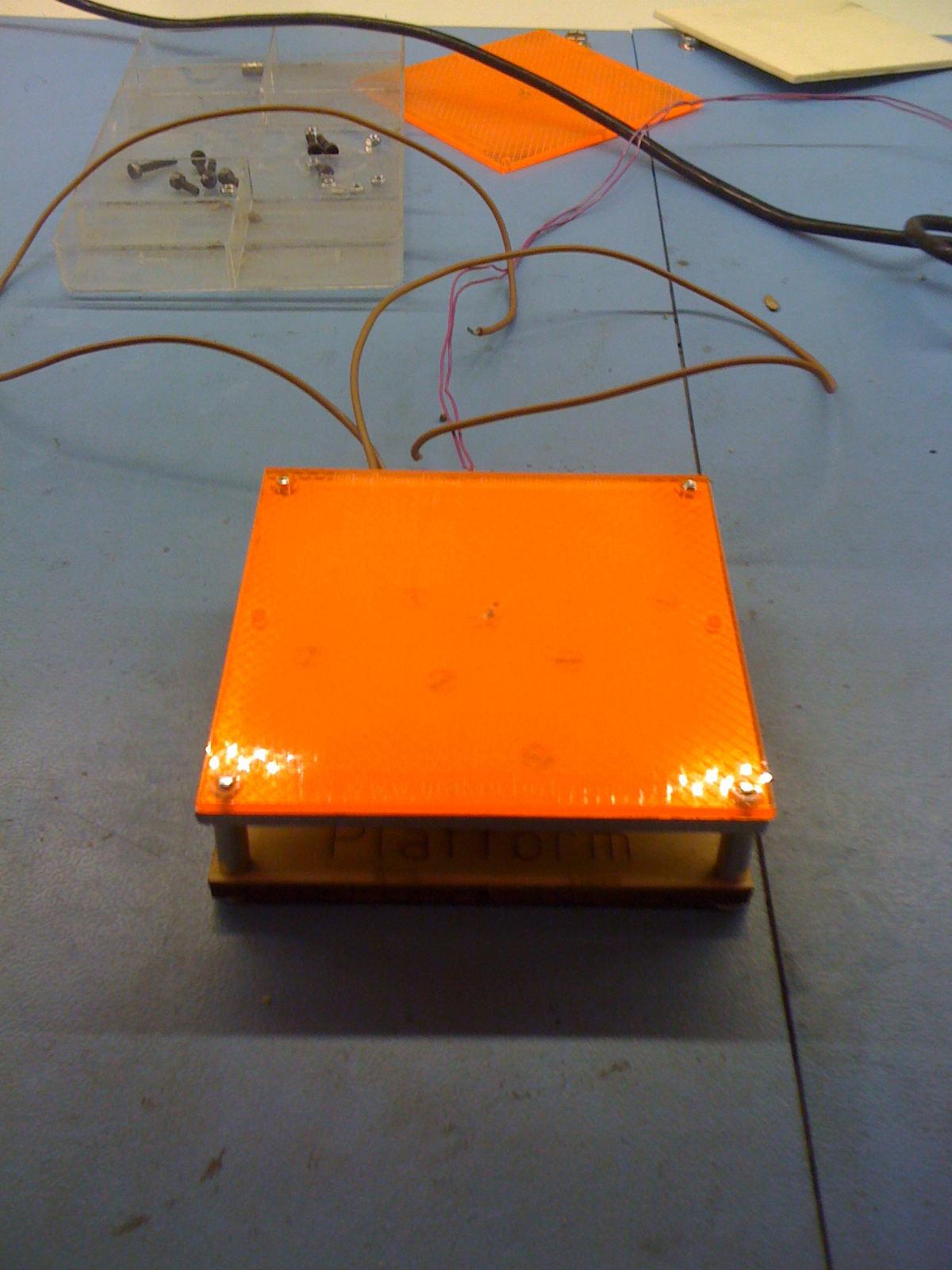
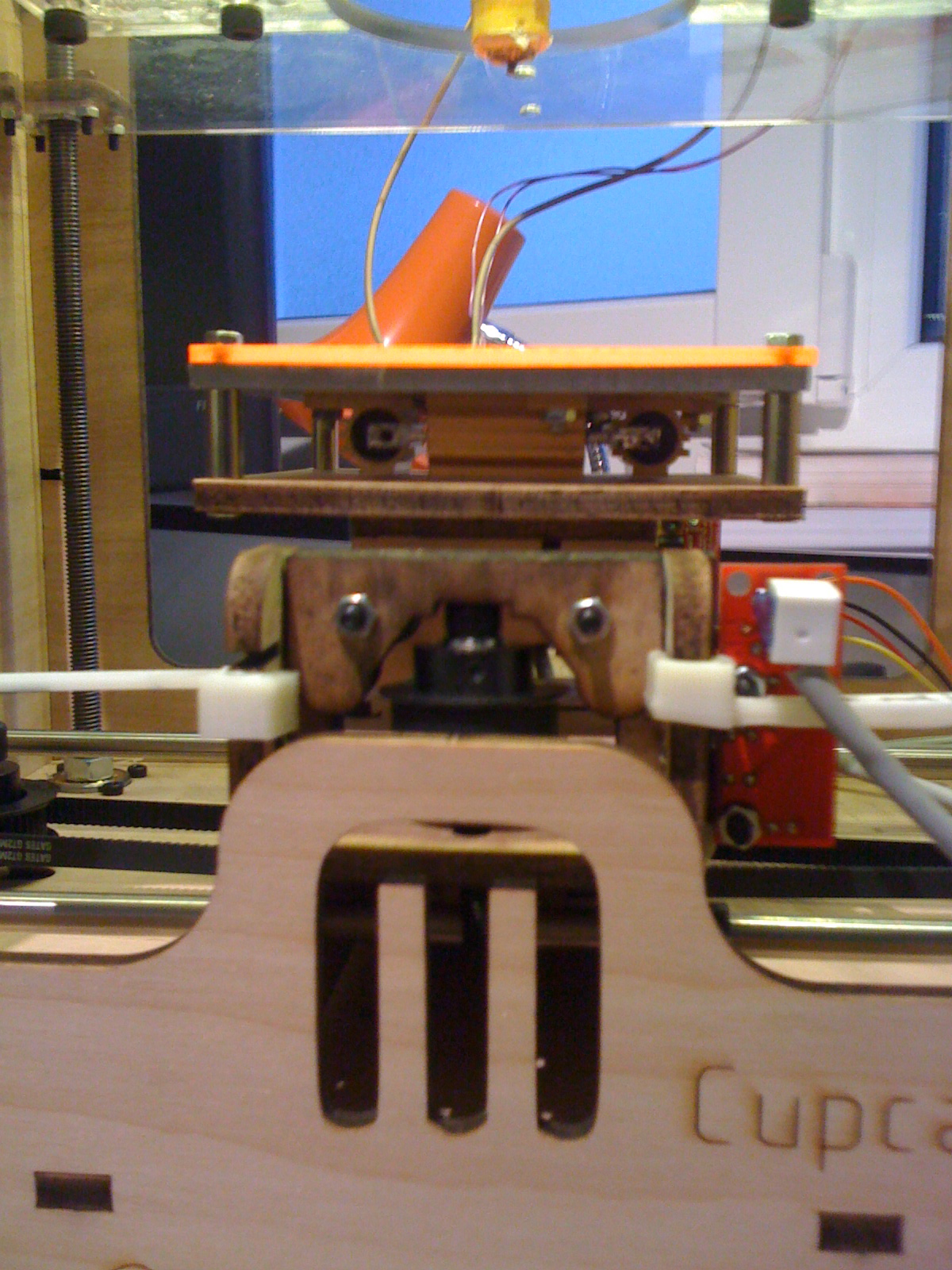
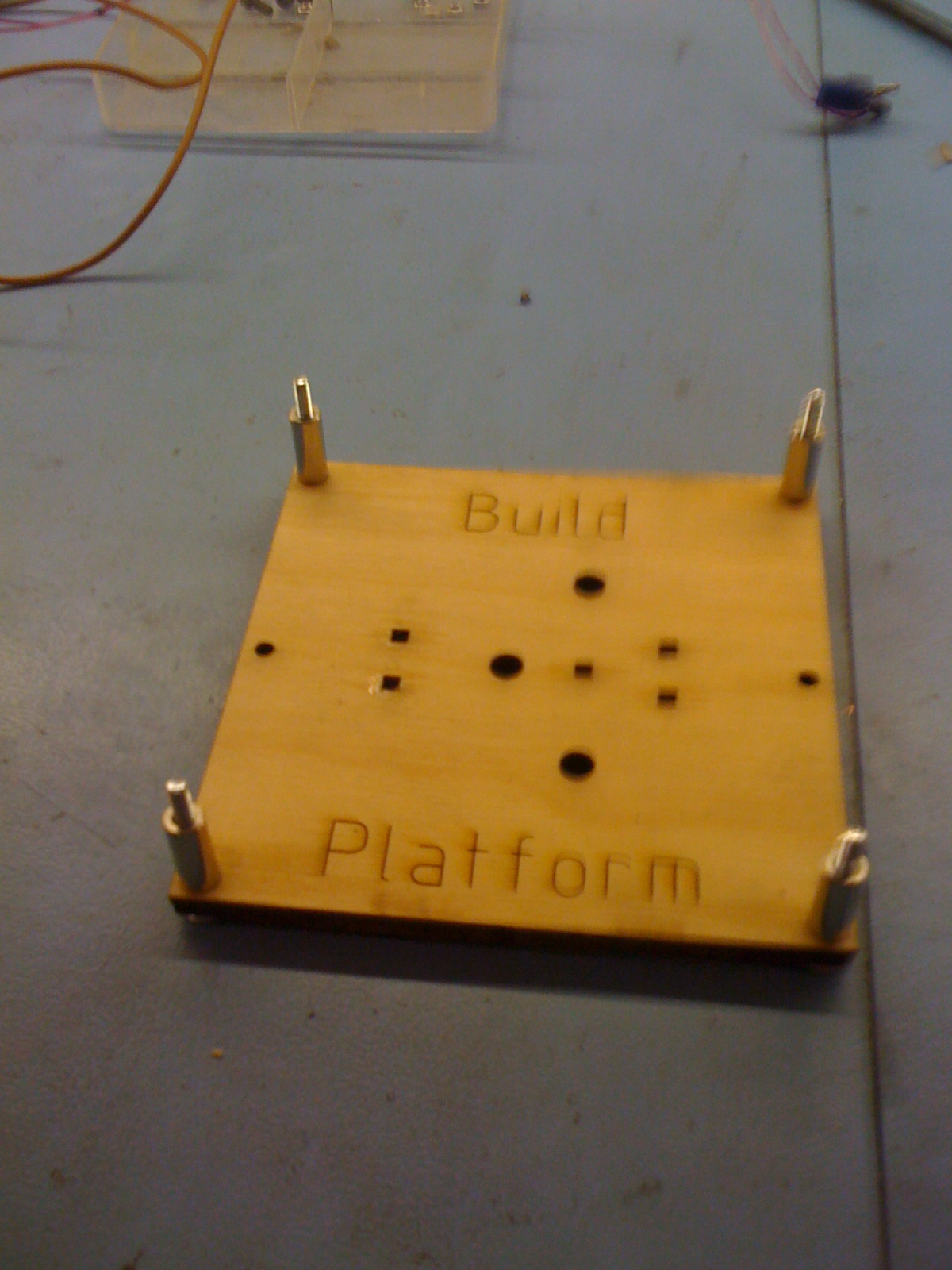
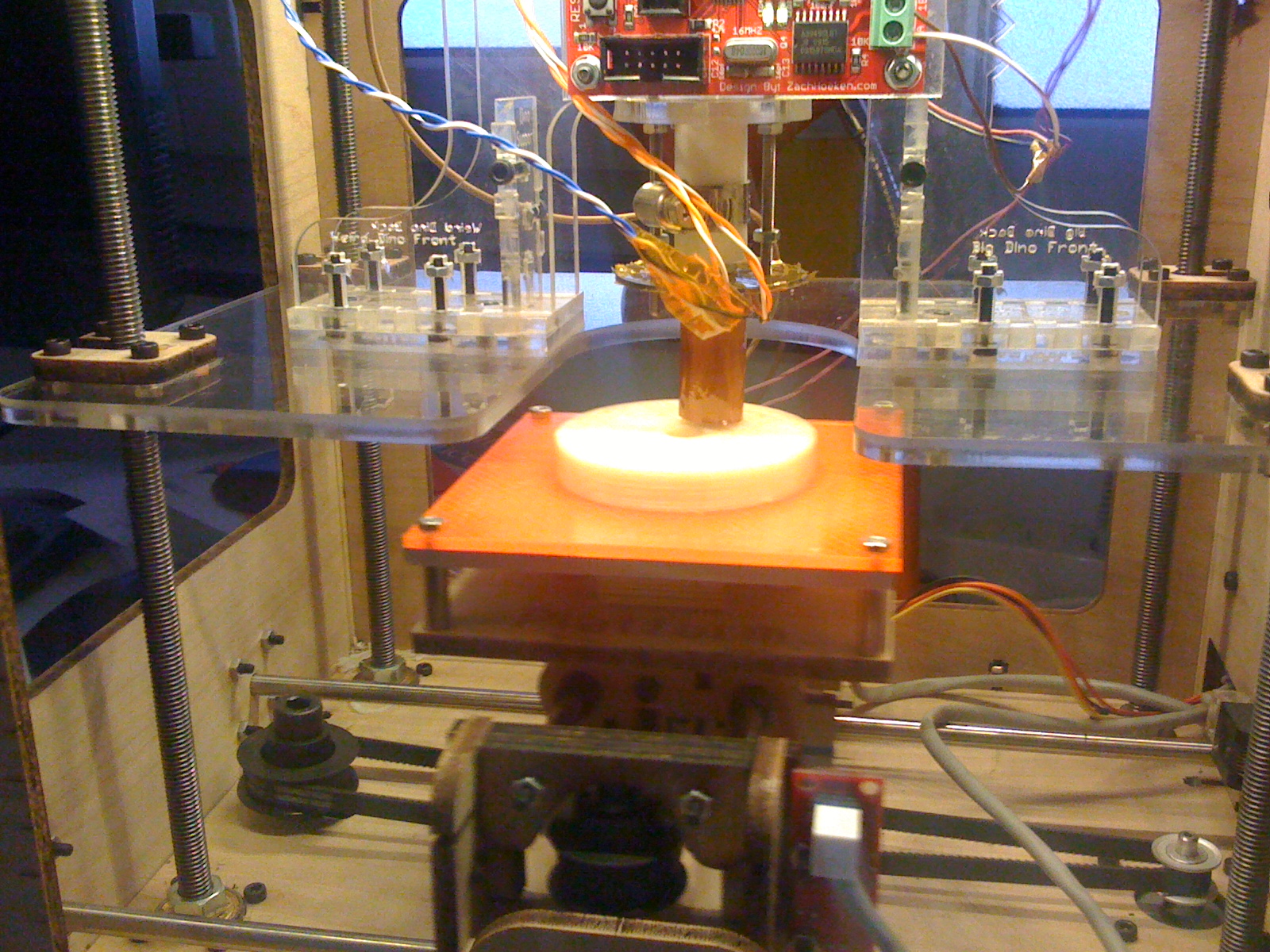
3. the heating platform
A heating platform is a good choice. Mine is made of 3 8ohm resistors setup in serial.
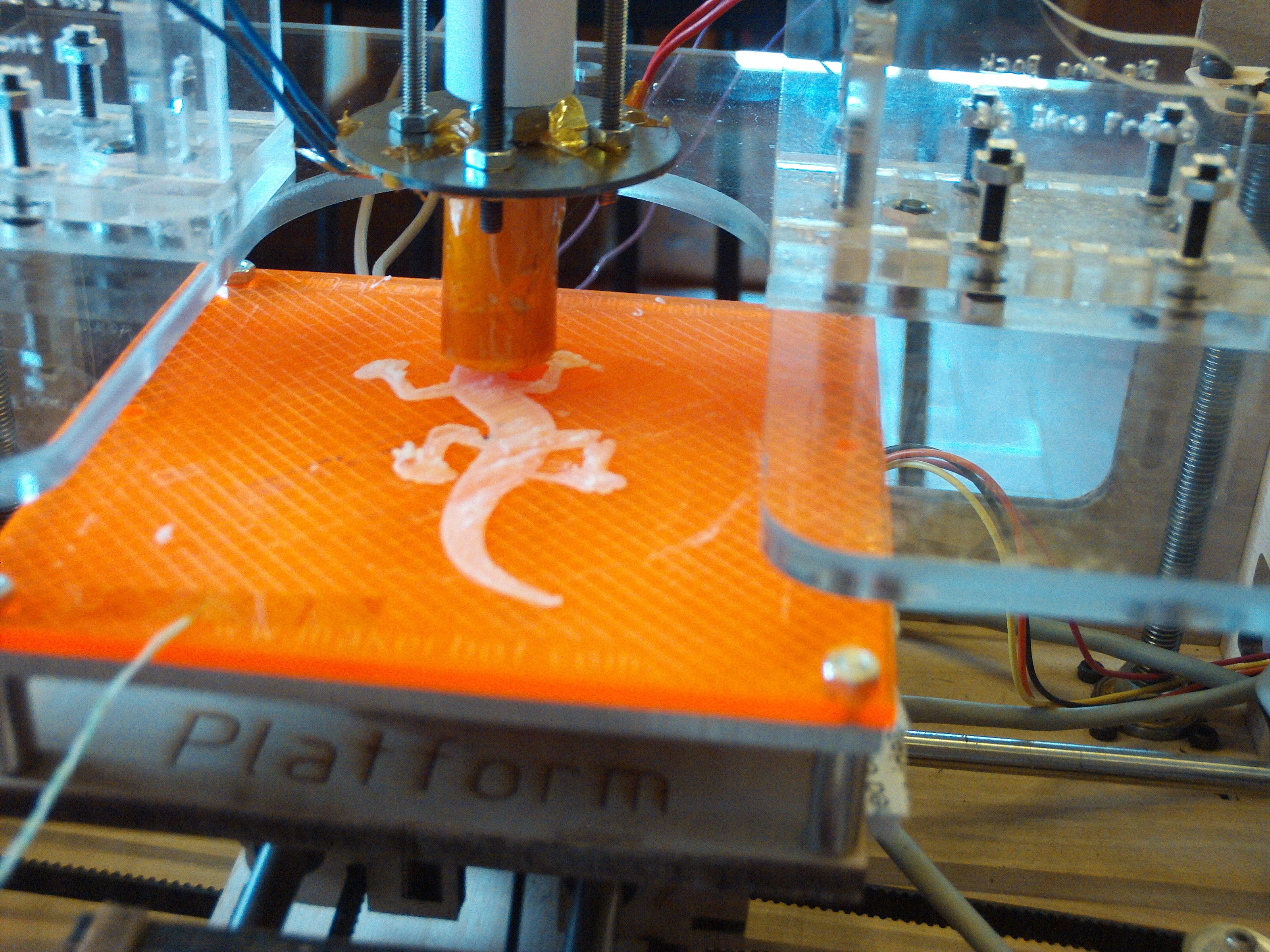
With theses two adaptations, I’ve been able to print almost everything.
ReplicatorG
Working with skeinforge’s configuration was a bad adventure. Fighting with parameters and struggling with weak performances isn’t easy at all.
Hopefully the new ReplicatorG can hide all those details for beginners and grumpy guys like me.
Tonight is the first time I could print in peace and reliably, without worries, which explains my motivation in writing this post. I’m happy and looking forward to finding lots of real use for my printer. Thanks to makerbot industries and thanks to all the makerbot owners who helped me find a solution.